|
|
|


![]() Introduzione
Introduzione
|
APPLICAZIONE |
|
![]() Tecnica di montaggio
Tecnica di montaggio
|
Pad
Lock "Z, S, 99" Per il montaggio con un incastro fresato, posizionare il tubetto con il parallelometro. Saldatura: Il
tubetto può essere saldato in tre modi diversi: Sovrafusione: Terminare l'elemento, lucidare ed avvitare a fondo la vite. Svitare da 1 ½ a 2 giri, isolare e modellare la parte amovibile (prima applicazione, con cera o resina sublimabile a retrazione minima) mettere in rivestimento e fondere. |
|
|
Pad
Lock "B" Rifinire la parte primaria, fresare una superficie parallela, lucidare, isolare ed in seguito fissare il tubetto smontato in modo tale che la finestrella sia in contatto con la superficie piana della parte fresata. Per facilitare il posizionamento, applicare una pellicola di cera (tipo HF Margin) sulla superficie del tubetto e sulla superficie fresata, premendo sull'attacco affinché mantenga la posizione desiderata. Dopo la modellatura
della parte amovibile, mettere in rivestimento riempiendo il
tubetto. Unire la parte amovibile
alla parte fissa e incidere sulla superficie piana, attraverso
la finestrella del tubetto, la delimitazione con uno strumento
appuntito. |
|
![]() Varianti metallurgiche
Varianti metallurgiche
|
|
|
|
|
|
|
|
|
|
|
|
| Vite |
|
|
|
|
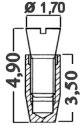
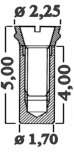
| Tubetto |
|
|
|
|


Simboli
|
Lega: oro platinato Intervallo di fusione: 900 ÷ 940 °C |
Lega: oro platinato Intervallo di fusione: 1360 ÷ 1505 °C |
Acciaio inox |
![]() Utensili
Utensili
|
Alesatore Vite "B": 7920097 Vite "Z, S, 99": 7920098 |
Perno di direzione Vite "Z, S, 99": 7540131 |